







采用熱壓工藝成型的粉體原料則不需加入粘結劑。若采用半自動或全自動干壓成型,對粉體有特別的工藝要求,需要采用噴霧造粒法對粉體進行處理、使其呈現圓球狀,以利于提高粉體流動性便于成型中自動充填模壁。此外,為減少粉料與模壁的摩擦,還需添加1~2%的潤滑劑,如硬脂酸,及粘結劑PVA。此外,為減少粉料與模壁的摩擦,還需添加1~2%的潤滑劑,如硬脂酸,及粘結劑PVA。
欲干壓成型時需對粉體噴霧造粒,其中引入聚乙烯醇作為粘結劑。近年來 上海某研究所開發一種水溶性石蠟用作Al203噴霧造粒的粘結劑,在加熱情況下有很好的流動性。噴霧造粒后的粉體必須具備流動性好、密度松散,流動角摩擦溫度小于30℃。顆粒級配比理想等條件,以獲得較大素坯密度。同時,焊接耐磨陶瓷的厚度更大,普遍大于5mm,較高可達20mm,使用壽命更長,性價比更高。
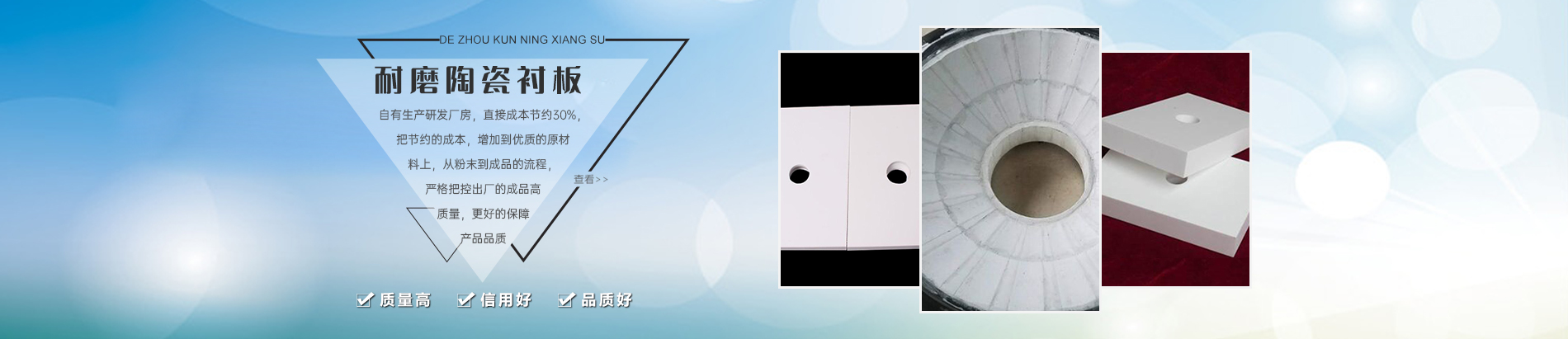
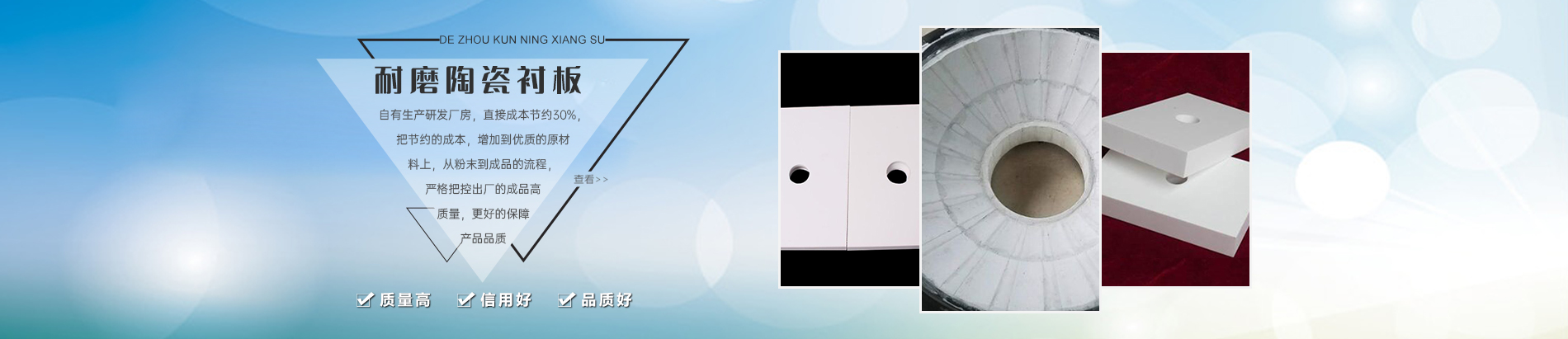
氧化鋁陶瓷耐磨板是一種結合了氧化鋁陶瓷及耐磨陶瓷兩者的優點,因此氧化鋁陶瓷耐磨板具有良好的性能特點。氧化鋁耐磨陶瓷板有較好的傳導性、機械強度和耐高溫性。氧化鋁耐磨陶瓷片的氧化鋁含量高,結構比較致密,具有特殊的性能,故稱為特種陶瓷。氧化鋁料是以氧離子構成的密排六方結構,而鋁離子填充于三分之二的八面體間隙中,因此陶瓷具有高熔點、高硬度,具有優良的耐磨性能。氧化鋁耐磨陶瓷制品成型方法有干壓、注漿、擠壓、冷等靜壓、注射、流延、熱壓與熱等靜壓成型等多種方法。
載體,從而獲得具有開孔三維網狀多孔陶瓷的方法。該方法工藝簡單、操作方便、成本低廉,通過選擇不同種類的有機泡沫可以調節多孔材料的微觀結構和形貌,已成為制備多孔陶瓷材料應用廣泛的技術之一。6、產品有以上問題,可選擇氧化鋁導熱陶瓷片,因為不僅僅在電子行業中應用,在其他行業中氧化鋁導熱陶瓷片的作用也是很大。有機泡沫的選擇是使用本方法時需要重點考慮的問題,通常所選泡沫需要滿足氣化溫度低于燒結體燒成溫度、具有一定的親水性和回彈性等要求



 在線客服
在線客服 13953496510
13953496510 1215705481@qq.com
1215705481@qq.com


